YAMAHA YV100Ⅱ 贴片机是一种全视觉系统光学对中的中速贴片机,以它良好的性价比和稳定的性能在SMT业界享誉甚高。在实际生产中,贴片机的光学定位系统可靠性高,定位精度好,但在整个PCB的贴装过程中,光学识别定位后的PCB定位的稳定性和最终的贴装精度,受机械定位的影响很大 (除采用元件局部MARK外),而制程中往往忽略了机械定位系统的调整与检查,更为严重的是,机械定位 系统引起的偏差往往比较隐蔽,难以觉察,增加了制程中发现问题的难度,从而降低了设备利用率,增加了设备使用成本。现针对生产制程中的机械定位的主要问题予以探讨。
一、 YAMAHA YV100Ⅱ贴片机的定位方式和定位原理。
探讨YAMAHA YV100Ⅱ贴片机机械定位之前,首先要了解贴片机的机械定位方式和定位原理。YAMAHA贴片机分为边定位和孔定位两种。其原理如下:
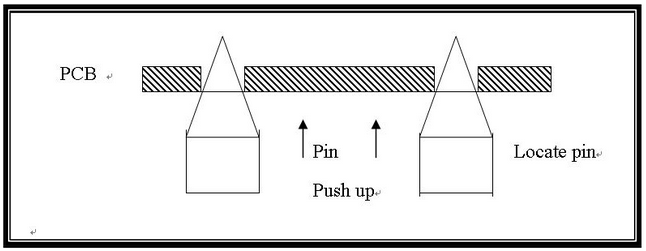
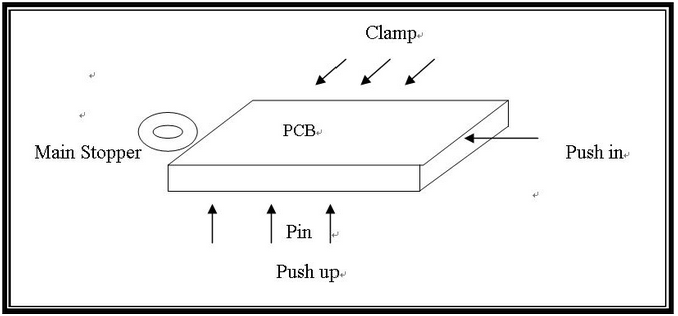
1、边定位 PCB上载到机械定位位置后,Main stopper 挡住PCB,然后轨道下的台板上升,Push up 上的Pin将PCB板顶起,Push in 向前压紧PCB,Clamp 向前压紧PCB,从而实现边定位方式的机械定位,如图所示:
2、孔定位 PCB上载到机械定位位置后,Main stopper 挡住PCB,固定轨道的Locate pin抬起,顶入PCB工艺边上的定位孔中,然后轨道下的台板上升,Push up 上的Pin 将PCB板顶起,从而实现孔定位方式的机械定位。如图所示:
二、 机械定位失效常见的现象及原因
从两种定位方式的定位原理可以分析出机械定位失效的常见现象的原因。
1.边定位方式机械定位失效主要原因和现象:
A. Main Stopper和Push in太低或松动
Main Stopper 和Push in太低或松动,在轨道方向定位不可靠,甚至PCB前边缘超出Main Stopper,在贴片中可能导致PCB移动,元件的贴装位置在X方向可能会产生无规律的偏移。
B. 导轨宽度太大
轨道宽度太大,Clamp压不紧PCB,贴装元件时PCB在Y方向会产生轻微的移动,元件贴装位置在Y方向产生偏移,甚至Clamp在Y方向的位移不足以达到PCB的边缘,从而根本就没有压住PCB,在贴装元件时,PCB在定位平面内移动或旋转, 贴装位置X、Y方向无规律地偏移或有旋转;
C. 导轨宽度太小
轨道宽度太小时,Clamp产生的压力过大,导致PCB在Y方向变形,贴装的元件的贴装位置沿Y方向经常向外轻微偏移;
D. 顶针(Pin)高度过低
Pin的高度过低,PCB尚未达到贴装平面的高度,轻者导致贴装元件的贴装深度不够,严重的导致贴装元器件飞件。
E. 顶针(Pin)高度过高
Pin的高度过低,PCB被顶起而变形,轻者导致贴装元件的贴装深度过深, 严重的导致贴装元器件飞件,锡膏飞溅,甚至损坏吸嘴。
2.孔定位方式机械定位失效的现象及原因:
A. 定位针(Locate pin)松动
定位针(Locate pin)松动时,在贴装元件中,PCB同定位针一起会产生轻微的晃动,那么贴装的元件位置无规律地偏移。
B. 定位针(Locate pin)太低
定位针(Locate pin)太低时,定位针φ4mm的平面低于PCB平面,定位孔同定位针之间有间隙,贴装中PCB会产生窜动,元件则因定位失效无规律偏移。
C. 定位针(Locate pin)太高
定位针(Locate pin)太高时,定位针φ4mm的平面高于PCB平面,这样PCB被顶高导致PCB不平,甚至PCB工艺边被顶破,从而影响贴装精度。
D. 定位针(Locate pin)磨损
定位针(Locate pin)磨损时,同定位针太低产生的原因和现象相似。
E. 主动针、从动针中心距同PCB工艺孔孔距不一致
主动针、从动针中心距不合适时,PCB被拉长变形或在X方向压缩变形,从而影响贴装元件在X方向的精度。
三、 YAMAHA YV100Ⅱ机械定位的要求:
要保证YAMAHA YV100Ⅱ贴片机机械定位的可靠性和贴装精度,机械定位应达到如下的一些要求:
1.边定位
A.Main Stopper必须高出导轨平面约2mm,即保证定位时PCB上平面低于Main Stopper挡块上平面;
B.导轨宽度大于PCB宽度约0.5 mm;
C.Push in保持同PCB约0-0.5mm 间隙;
D.顶针Pin高度合适,Pin在PCB下水平移动顺畅无阻碍,又不得有明显的间隙, 同时,所有Pin高度一致,从而保证PCB水平。
2.孔定位
A. 定位针顶起高度合适,定位针φ4mm的平面在PCB下平面内,定位针外园同PCB板定位孔配合紧密,接触挤压强度适宜;
B. 顶针Pin高度合适,Pin在PCB下水平移动顺畅,不得有明显间隙,所有Pin高度一致,保证PCB水平;
C. 定位从动针同动主针之间中心距同PCB板定位孔中心距一致,调机时,先放松从动针,PCB定位后让定位孔来自由调整从动针的位置,然后再锁紧从动针。
四、结束语
总的来说,机械定位系统的调整与检查是多功能贴片机调试中最基础的工作,也是很重要的工作,而在实际制程中往往被忽略或被轻视,经常给制程带来不少的麻,因此要有防范与定期调整意识。在实际生产中首先要根据PCB的实际情况,选择合适的PCB机械定位方式,然后对挡块(stopper)、道轨宽度(conveyor width)、定位针(locate pin)、顶针(support pin)、边夹(clamp)等机械定位部件严格按要求进行调整与检查,保证机械定位系统可靠,从而保证元件的贴装精度,充分发挥贴片机的效能。



.png)